Cured In Place Pipe Repair (CIPP)’s rapid development has led to the swift expansion of different curing methods which will be explored throughout this article. CIPP was initially developed by Eric Wood to repair the ventilation system on a mushroom farm, and in 1971 the CIPP process was first used in a sewer at Marsh Lane, London. The process was named ‘Insituform’.
Throughout the 1970’s the development of hot cure systems allowed for faster curing times, and in 1976 the first rising main liner was installed in Reading. Fast forward a few years to 1990 and the development of the first UV CIPP lining systems. A year later, in 1991, the Marsh Lane liner was checked by the WRc. Its material strength had increased, demonstrating the longevity of the CIPP process.
Ambient Cure:
When CIPP began the most common curing technology was Ambient Cure, arguably the most utilised curing method in the CIPP industry. This method means that the liner cures in the ambient temperature without any assistance from heat or UV light. There are a variety of different resins available for Ambient Cure which can be manipulated by the user for longer or shorter curing times.
Due to the working time of the resin the liner must be impregnated by the engineer on site before being dragged or inverted into place, there is a small on-site team required for installation meaning a small on-site footprint.
Ambient Cure is an incredibly cost-effective cure method, with a relatively fast installation process and limited equipment required to complete the installation. It is however not practical for use on longer length, larger diameter jobs. It is generally recommended that Ambient Cure installations are not carried out on any diameter liner larger than 225mm. There are also limitations on the lengths of liner that can be installed (regardless of diameter) due to the time constraints of the resin.


Hot Cure:
Following Ambient Cure came the introduction of the Hot Cure methodology. This, as the name suggests, involves the addition of heat (using a hot water boiler) to cure a liner once it has been inverted or dragged into the pipe. The Hot Cure methodology is used for long length and large diameter installations and involves factory impregnation with delivery to site in refrigerated transport. RSM’s largest Hot Cure impregnation to date was a 1600mm diameter liner that was successfully impregnated & installed back in 2019, but they do have to capacity to impregnate liners up to 2000mm in diameter.
Hot Cure speeds up the cure speed of the liner and is a reasonably low-price methodology after the initial cost of the hot water boiler. There are a variety of different resins available with the possibility of using some chemically resistant resins, and it is the only curing method suitable for curing Pressure Pipe liners. Hot Cure also counteracts water infiltration by using the weight of the water used to cure the liner – it does however leave a relatively large installation footprint due to the requirement of a water source and tankers.


Steam Cure:
Once the effectiveness of Hot Cure had been proven, the CIPP industry explored further curing methodologies such as Steam Cure. This involves the addition of steam (using a steam boiler) to cure the liner after it has been inverted or dragged into the pipe. Once the liner has been installed, steam is fed through the liner at the appropriate temperature and pressure until it is cured.
As with Hot Cure, Steam Cure liners are factory impregnated and delivered to site in refrigerated transport. This is a reasonably low-price methodology after the initial cost of the steam boiler and requires less water supply than Hot Cure as no tanker is required to dispose of wastewater, ultimately reducing on-site footprint and cost.
Steam Cure is suitable for liners up to 2000mm in diameter but there is the added potential of ‘cold spots’ if there is pooled water within the pipe or laterals. On site health & safety guidelines must be stringent due to the large quantity of hot steam being emitted from the boiler and a larger compressor is required than that for hot cure.

UV Cure:
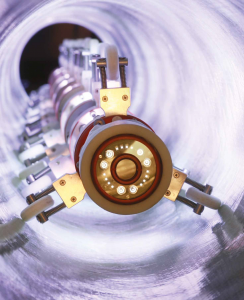
A completely different method of cure originated with the introduction of UV Cure. The liner is pulled through the host pipe using a winch and a UV light train is run through the pipe, prompting the liner to cure. UV Cure is suitable for curing liners up to 1600mm in diameter and is an incredibly popular methodology due to its fast cure time and high strength characteristic.
UV bulbs do however have a limited lifespan and need replacing regularly which can become costly, there is also no adhesion to the pipe so there is no potential for a leak-tight finish. A large installation team is required to successfully complete an installation after a time-consuming set up, and UV Cure does not allow for any blind shot installations or installations with bends.

UV LED Cure:
From the development of UV Cure came UV LED Cure, the newest cure method in the CIPP industry. UV LED cure is a fast, safe, and simple curing process with a much smaller on-site footprint than all other curing methods. It is the only cure method in the market that has the capability to cure both standard UV glass re-enforced liners and felt liners impregnated with UV LED resin.
The curing process does not require any water so there is no requirement for heavy equipment, further reducing the on-site footprint. UV LED Cure uses styrene free resins meaning there is no odour on site, and dramatically reduces the time required for pipe rehabilitation. The lightweight and portable curing equipment means access to small working areas is achievable and less power is required than with traditional systems. UV LED is capable of curing liners both horizontally and vertically. The main downfall of this methodology is that currently it is only compatible with liners up to 600mm in diameter and therefore not suitable for large diameter installations.

Since the invention of CIPP in the 1970’s, the advancement of curing techniques has been exponential. The introduction of UV LED Cure has dramatically shortened the time required for pipe rehabilitation. It requires less power and energy than more traditional curing systems and uses lightweight and portable equipment allowing access to smaller working spaces.